
当前位置:首页 - 新闻中心
1﹑型号说明(国家标准)

2﹑加热原理
当负载回路中的感应器线圈中通过中频交流电(500-8000或更高)时,在电磁场的作用下产生的磁力线切断线圈中的工件(相当于变压器的次级线圈, 匝数为一匝)于是在工件中将产生很强的感应电流,即涡流,此电流使工件被加热,甚至熔化。
当此原理应用于工件表面淬火处理时,由于电流的趋肤效应,只有工件的表面被加热,而工件的内部还保持原先的温度,这样工件只有表面被淬硬,工件的芯部则保持原有的韧度和强度。相对于其它加热方法有着无法比拟的优点。
通过控制中频电源输出的功率﹑频率,可以很方便的控制工件被加热的温度﹑加热的速度﹑工件被加热的深度。
3﹑配置方案
对于每套感应加热设备均包含有以下几个功能:(对于圆柱体坯料加热)
三﹑典型加热设备技术参数表
|
型 号 |
中频频率
Hz |
中频功率
kw |
透入深度
mm |
用途 |
|
KGPS-50/2.5 |
2500 |
50 |
2.4-10 |
熔炼加热 |
|
KGPS-50/4.0 |
4000 |
50 |
1.9-7.9 |
熔炼加热 |
|
KGPS-50/8.0 |
8000 |
50 |
1.3-5.5 |
加热淬火 |
|
KGPS-100/2.5 |
2500 |
100 |
2.4-10 |
熔炼加热 |
|
KGPS-100/4.0 |
4000 |
100 |
1.9-7.9 |
熔炼加热 |
|
KGPS-100/8.0 |
8000 |
100 |
1.3-5.5 |
熔炼加热 |
|
KGPS-160/2.5 |
2500 |
160 |
2.4-10 |
熔炼加热 |
|
KGPS-160/4.0 |
4000 |
160 |
1.9-7.9 |
熔炼加热 |
|
KGPS-160/8.0 |
8000 |
160 |
1.3-5.5 |
淬火 |
|
KGPS-250/2.5 |
2500 |
250 |
2.4-10 |
熔炼加热 |
|
KGPS-250/4.0 |
4000 |
250 |
1.9-7.9 |
熔炼加热 |
|
KGPS-250/8.0 |
8000 |
250 |
1.3-5.5 |
淬火 |
关于设备选型可根据工件的材质﹑形状尺寸﹑重量﹑要求被加热的深度﹑温度﹑生产率,可确定两个重要的参数:频率f和功率P。
其中参数频率f确定可参照下面公式:(以圆柱体坯料为列)
其中:μ为工件材料的磁导率
ρ为工件材料的电阻率
D为工件直径
四﹑设备配置及电源外形尺寸:
1﹑一般成套中频感应加热设备应包括以下部份:
⑴中频电源 一台
⑵电容柜 一台(根据实际情况可与电源同一个柜)
⑶水冷电缆 二支
⑷加热感应器
⑸操作台
⑹中频输出变压器
⑺热处理机床
⑻温度闭环自动控制系统
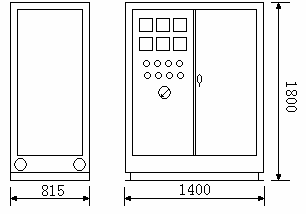
2﹑中频电源外形图
外形尺寸: 长×宽×高 1400×815×1800
五.各种感应器形状示意图